Κατέβασμα παρουσίασης
Η παρουσίαση φορτώνεται. Παρακαλείστε να περιμένετε

1
INDINŽ Z – Vježba 2 Odabir vrste i redoslijeda operacija
* Laboratorij za projektiranje tehnoloških procesa INDINŽ Z – Vježba 2 Odabir vrste i redoslijeda operacija Prof. dr. sc. Predrag Ćosić Asistentica: Marina Tošić 2011/2012. *

2
POSTUPAK ODREĐIVANJA RO
K1: Odrediti površinu koju je potrebno odabrati K2: Utvrditi potrebna svojstva površine nakon obrade K3: Utvrditi tehnološke postupke kojima je moguće ostvariti potrebna svojstva površine K4: Odabrati broj i redoslijed optimalnih tehnoloških postupaka K5: Odrediti svojstva svakog pojedinog obratka (stanje nakon svake operacije) > na temelju svojstava izratka i mogućnosti tehnoloških procesa > za OOČ sve ekvivalentne vrijednosti preračunati prema tabeli ‘Tehnološki postupci OOČ i svojstva obratka’ K6: Provjeriti logičnost i slijednost promjene svojstava obratka nakon operacija > nazivna mjera, tolerancija nazivne mjere, hrapavost površine, geometrijske tolerancija,…
 > na temelju svojstava izratka i mogućnosti tehnoloških procesa. > za OOČ sve ekvivalentne vrijednosti preračunati prema tabeli ‘Tehnološki postupci OOČ i svojstva obratka’ K6: Provjeriti logičnost i slijednost promjene svojstava obratka nakon operacija. > nazivna mjera, tolerancija nazivne mjere, hrapavost površine, geometrijske tolerancija,…")
3
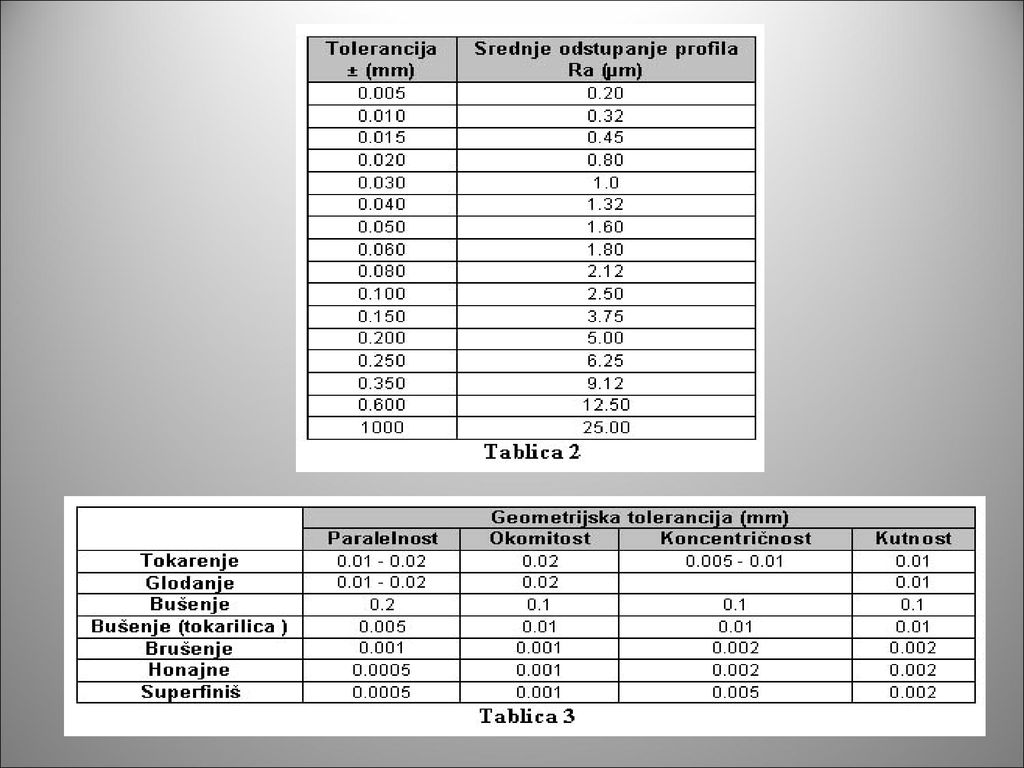
TABLICE ZA ODABIR RO

5
Primjer 1. Za površinu označenu debljim linijama na slici odredite vrste obrade odvajanjem čestica, dimenzije na koje se obrađuje, tolerancije i kvalitetu površine (Ra) za svaku obradu. Koristiti se tablicama za odabir vrste i redoslijeda operacija.
 za svaku obradu. Koristiti se tablicama za odabir vrste i redoslijeda operacija..")
6
K1: Odabiremo Tablicu 1. Dio je kružno - simetrični, pa ćemo iz tabele koristiti preporučene postupke predviđene za takve oblike. K2: Iz Tablice 2. vidimo da nam je minimalna kvaliteta površine za zahtijevanu toleranciju je 3,75 Ra. Budući da je to veće od zahtijevane 0,5Ra, zahtijevanu hrapavost ne mijenjamo. K3: Prvi proces koji se preporučuje je tokarenje. K4: Minimalna hrapavost koja se može postići tokarenjem je 0,8 Ra, što znači da je potrebna još jedna operacija. K5: Sljedeći proces u tablici je brušenje. K6: Brušenjem se može dobiti hrapavost u rasponu od 0,1 do 1,6Ra.

7
Operacije obrade za dobivanje te površine su sljedeće:
K7: Dakle odabrali smo proces tokarenja pa brušenja za izradu površine. K8:Tokariti ćemo na 1,6Ra koliko se maksimalno može dobiti brušenjem. K9: Ekvivalentna tolerancija za 1,6Ra je 0,05. Dodatak za brušenje računamo: 0,05x10=0,5mm K10: Dakle tokarimo na dimenziju 60+0,5=60,5mm K11: Računamo ekvivalentnu toleranciju: 0,05x2=0,1 a to je manje od 0,15 pa zadržavamo ±0,15mm Operacije obrade za dobivanje te površine su sljedeće: TOKARITI na Φ60,5 ±0,15mm ; 1,6Ra BRUSITI na Φ60,0 ±0,15mm ; 0,5Ra

8
Primjer 2. Za površinu označenu debljom linijom na slici odredite vrste obrade odvajanjem čestica, dimenzije na koje se obrađuje, tolerancije i kvalitetu površine (Ra) za svaku obradu. Koristiti se tablicama za odabir vrste i redoslijeda operacija.
 za svaku obradu. Koristiti se tablicama za odabir vrste i redoslijeda operacija.")
9
K1: Dio je prizmatičan pa ćemo koristiti postupke iz tablice 1
K1: Dio je prizmatičan pa ćemo koristiti postupke iz tablice 1. predviđene za takve oblike. K2: Tablica 2. minimalna kvaliteta površine za zahtIjevanu toleranciju je 0,32Ra. Kako je to bolja kvaliteta od zadane 0,5Ra, zahtIjevanu hrapavost mijenjamo. Hrapavost će biti 0,32Ra. K3: Prvi proces koji se preporučuje je glodanje. K4: Minimalna hrapavost koja se može postići glodanjem je 0,8Ra, što znači da je potrebna još jedna operacija. K5: Sljedeći proces u tablici je brušenje. K6: Brušenjem se može dobiti hrapavost u rasponu od 0,1 do 1,6Ra.

10
K7: Provjeravamo zahtjev za geometrijsku toleranciju
K7: Provjeravamo zahtjev za geometrijsku toleranciju. Brušenjem se može postići paralelnost od 0,001mm (tablica 3.). ZahtIjevana paralelnost je 0,0008mm. Treba nam finija obrada. K8: Sljedeći proces je honanje. U tablici 3. se može očitati da se honanjem može postići paralelnost od 0,0005mm. Dakle honanjem se može postići taj zahtjev. K9: Preporučeni procesi su: glodanje, brušenje, honanje. Postavlja se pitanje da li bi mogli izbaciti brušenje iz procesa. Problem je u tome što se glodanjem može postići maksimalno hrapavost 0,8Ra, a obrada honanjem počinje na površini hrapavosti od 0,8Ra maksimalno. Obzirom da uopće nema preklapanja kod tih operacija preporučljivo je ubaciti još jedan proces između: brušenje.
. ZahtIjevana paralelnost je 0,0008mm. Treba nam finija obrada. K8: Sljedeći proces je honanje. U tablici 3. se može očitati da se honanjem može postići paralelnost od 0,0005mm. Dakle honanjem se može postići taj zahtjev. K9: Preporučeni procesi su: glodanje, brušenje, honanje. Postavlja se pitanje da li bi mogli izbaciti brušenje iz procesa. Problem je u tome što se glodanjem može postići maksimalno hrapavost 0,8Ra, a obrada honanjem počinje na površini hrapavosti od 0,8Ra maksimalno. Obzirom da uopće nema preklapanja kod tih operacija preporučljivo je ubaciti još jedan proces između: brušenje.")
11
K10: Brusiti će se na hrapavost 0,8Ra koliko je gornja granica honanja
K10: Brusiti će se na hrapavost 0,8Ra koliko je gornja granica honanja. Ekvivalentna tolerancija za tu hrapavost iz tablice 2. je 0,02mm. Dodatak za brušenje računamo: 10x0,02=0,2mm K11: Brusiti će se na 85+0,2=85,2mm K12: Ekvivalentna tolerancija za tu operaciju je 0,02x2=0,04mm K13: Hrapavost koju ćemo postići glodanjem je 1,6Ra koliko iznosi gornja granica brušenja. Ekvivalentna tolerancija za tu hrapavost iz tablice 2. je 0,05mm. Dodatak za brušenje računamo: 10x0,05=0,5mm

12
K14: Glodati će se na dimenziju 85,2+0,5=85,7mm
K15: Računamo ekvivalentnu toleranciju: 0,05x2=0,1mm Operacije koje su preporučene za dobivanje površine: 1. GLODATI na 85,7±0,10mm ; 1,6Ra 2. BRUSITI na 85,2 ±0,04mm ; 0,8Ra 3. HONATI na 85,0±0,01mm ; 0,32Ra

Παρόμοιες παρουσιάσεις